Introduction to Ribbon Mixers
Precision and efficiency are non-negotiable in the demanding realm of industrial blending. A ribbon mixer frequently becomes the go-to solution due to its efficacy in handling substantial material volumes while delivering consistent results. These mixers are strategically designed to cater to diverse industry requirements, stretching from the meticulous food processing sector to the intricate world of chemicals.
The importance of these mixers is underscored by their unparalleled ability to create a uniform blend, ensuring that no component is left unmixed. This functionality is crucial in maintaining product consistency, which is vital for quality assurance and ultimately enhances customer satisfaction. The systematic blending meets industry benchmarks and often exceeds expectations, fostering innovation and flexibility in product formulation.
Ribbon Mixer Design and Functionality
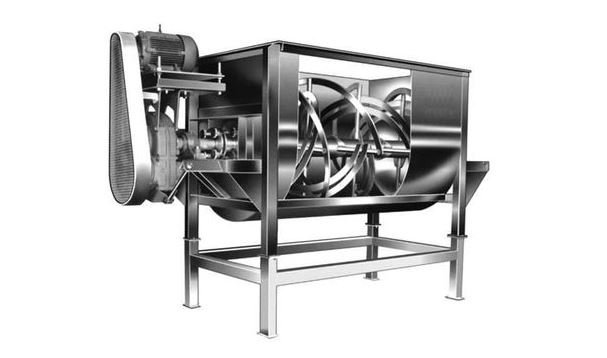
The elegant design of a ribbon mixer, marked by a U-shaped horizontal trough and an intricately engineered ribbon agitator, exemplifies mechanical ingenuity. The mechanism simplifies yet amplifies blending by leveraging a consistent circular motion that facilitates thorough mixing. This process is dynamic, as the dual helical ribbons move in opposite directions, promoting faster and more uniform mixing.
This design effortlessly handles powders and can equally proficiently accommodate more complex combinations such as granules and semi-solids. By seamlessly integrating these varied materials, the ribbon mixer becomes indispensable in addressing a multitude of industrial challenges.
Importance in the Food Industry
In the culinary production arena, achieving an impeccable blend is non-negotiable. Ribbon mixers stand out due to their capability to streamline processes by efficiently mixing large batches of ingredients like flour, sugar, and spices. This efficiency is essential in producing uniform products, which directly affect taste, texture, and overall quality, meeting the high demands of food safety standards and consumer expectations.
Product consistency is particularly critical when considering consumables’ shelf life and safety. These mixers play a vital role in ensuring that every product batch meets stringent regulatory frameworks, thus protecting consumer health and bolstering brand trust. By minimizing inconsistencies, ribbon mixers also significantly reduce production costs associated with wastage and recalls, enhancing profitability.
Role in the Chemical Industry
Within the chemical industry, the margins for error are incredibly narrow, necessitating equipment that guarantees precision. Ribbon mixers find their place here owing to their robust construction, which is well-suited to manage abrasive and reactive substances. These capabilities are essential in mixing various chemicals, ensuring precise catalytic and synthetic reactions for producing specialized formulations.
Moreover, the ability of ribbon mixers to handle diverse material properties without compromising on efficiency underscores their indispensability in chemical manufacturing. Realizing the demand for accuracy and sustainability, industry insights emphasize the need for more accurate mixing methods, driven by the urgency to optimize processes and reduce environmental impact.
Future Trends and Innovations
As industrial needs evolve, ribbon mixers are at the forefront of technological advancement. Future trends point towards enhanced automation, minimizing human oversight and augmenting precision. The integration of cutting-edge sensory technology will enable real-time monitoring, allowing manufacturers to adapt promptly to changes in the mixing environment.
These innovations promise increased efficiency and reduced wastage, contributing to eco-friendliness and cost-effectiveness. As industries prioritize sustainability, the evolving ribbon mixer technology stands to redefine operational methodologies, positioning itself as a crucial element in the future of industrial operations.